| 材质 | Q235B Q345B |
|---|---|
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂 |
| 用途 | 广泛 |
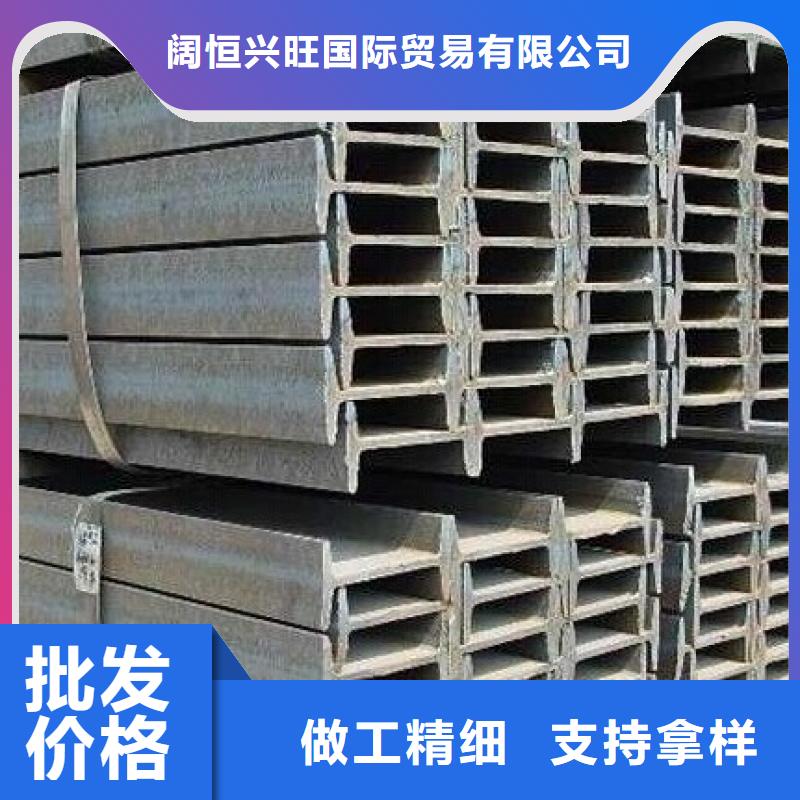
六盘水阔恒兴旺国际贸易有限公司坐落于北辰区韩家墅钢材市场,是一个集科研、制造、销售于一体的现代型企业。公司拥有一支经验丰富的高素质研发队伍,公司本着“勤奋务实、自主创新”的企业精神,全心致力于 H型钢抛丸喷漆的研发与制造。公司现有产品: H型钢抛丸喷漆。面对未来,我们有充足的信心开拓更广阔的发展空间,在充满挑战的市场竞争形势下,我们坚持自主创新,不断优化企业内部管理,为国内外客户提供输送方案和产品。

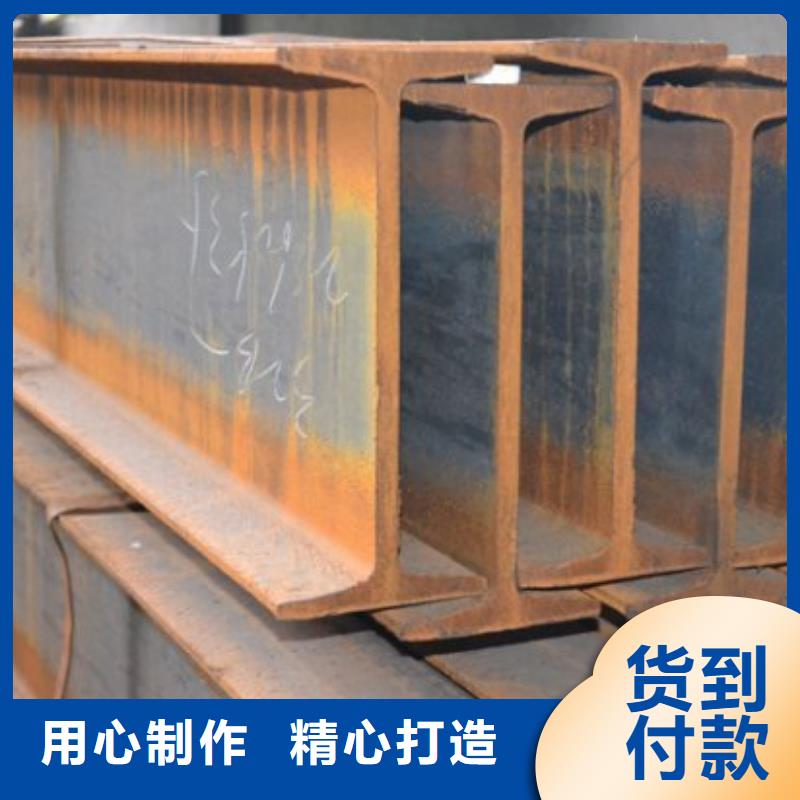
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。焊接H型钢矫正焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm.弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。

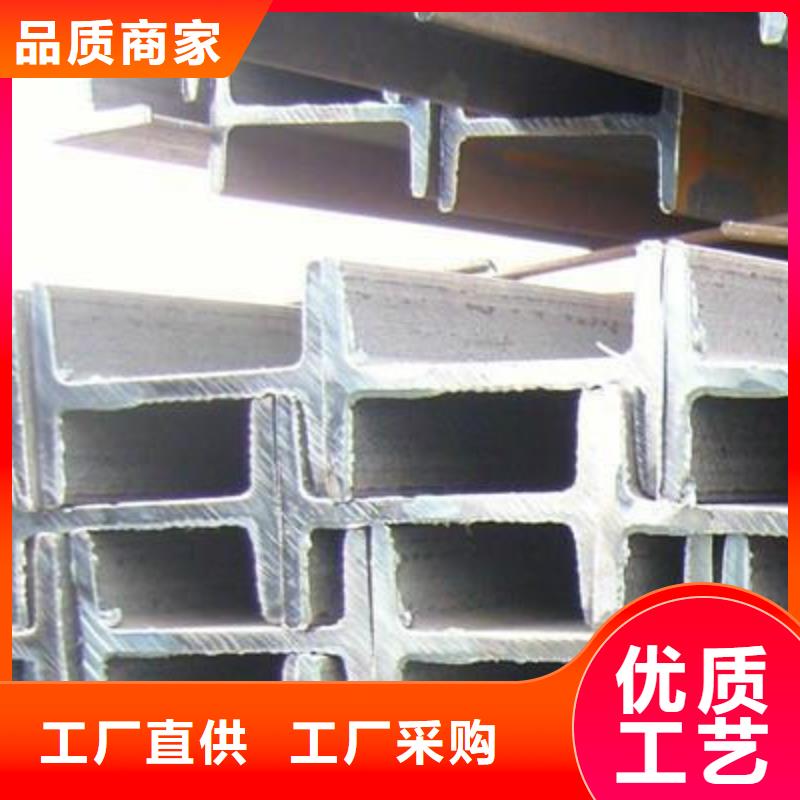
前面我们已经提到过高频焊接薄壁H型钢工程的底漆涂装方法,今天跟大家分享一下高频焊接薄壁H型钢面漆涂装的技巧:建筑高频焊接薄壁H型钢涂装底漆与面漆一般中间间隙时间较长。钢构件涂装防锈漆后送到工地去组装,组装结束后才统一涂装面漆。这样在涂装面漆前需对高频焊接薄壁H型钢表面进行清理,安装焊缝焊药,对烧去或碰去漆的构件,还应事先补漆。面漆的调制应选择颜色完全一致的面漆,兑制的稀料应合适,面漆使用前应充分搅拌,保持色泽均匀。其工作粘度、稠度应保证涂装时不流坠,不显刷纹。面漆在使用过程中应不断搅和,涂刷的方法和方向与上述工艺相同。涂装工艺采用喷涂施工时,应调整好喷嘴口径、喷涂压力,喷枪胶管能自由拉伸到作业区域,空气压缩机气压应在0.4~0.7N/m㎡。


![[六盘水]阔恒兴旺国际贸易有限公司名片](http://ypmimg.44983.com/UploadImg/1941/new_card.jpg "[六盘水]阔恒兴旺国际贸易有限公司名片")